- Главная
- Каталог станков
- Оборудование для Ж/Д
- Специальный горизонтально-расточной станок ПР622Ф4
Специальный горизонтально-расточной станок ПР622Ф4
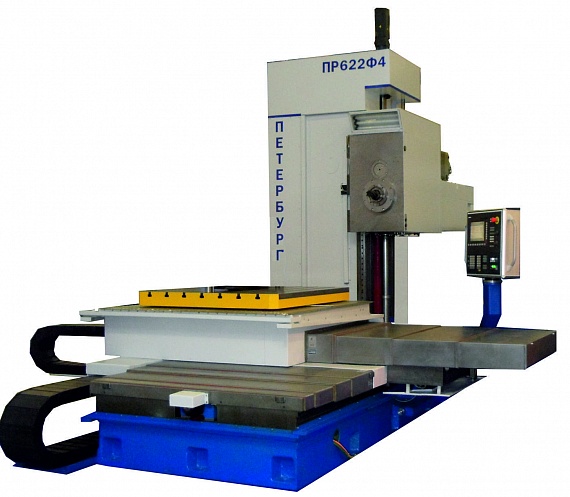
Станок специальный с устройством числового программного управления (УЧПУ) модели ПР622Ф4 предназначен для выполнения операций по обработке главных технологических и эксплуатационных поверхностей на ответственных деталях и узлах для железнодорожного подвижного состава:
- корпус буксы;
- башмак неповоротный;
- корпус автосцепки;
- замок автосцепки;
- предохранитель;
- боковая рама;
- надрессорная балка и других.
Компоновка станка:
- вертикально-подвижная шпиндельная бабка с расточным выдвижным шпинделем;
- продольно и поперечно-подвижный встроенный поворотный стол.
Конструкция шпиндельного устройства с фрезерным и расточным шпинделями, смонтированными на прецизионных подшипниках качения, обеспечивает длительное сохранение точности, повышенную жёсткость, виброустойчивость и минимальный нагрев.
Механизированный зажим инструмента осуществляет надёжное закрепление инструмента в расточном шпинделе станка.
Длительное сохранение точности, плавные и точные перемещения подвижных узлов обеспечивают:
- комбинированные направляющие по X, Y: горизонтальные и лицевые скольжения (чугун-ЦАМ или чугун-фторлон) и боковые качения (закалённая сталь – опоры качения);
- прецизионные шарико-винтовые передачи на линейных перемещениях по координатам X,Y,Zи W.
Стабильность и сохранение точности положения подвижных узлов обеспечивают гидрозажимы.
Направляющие станины и нижних саней закрыты телескопическими защитами, предотвращающими повреждение направляющих.
Станок оснащен высокоточными датчиками обратной связи, обеспечивающими точное позиционирование подвижных узлов по координатам X, Y, Z, W. Точная остановка стола (ось В) в положениях 0, 90, 180, 270 град - автоматизирована.
Управление станком осуществляется устройством ЧПУ. Индикатируемые перемещения: поперечное – стола (ось Х), вертикальное – шпиндельной бабки (ось У), продольное – стола (ось Z), шпинделя (ось W) и круговое – стола (ось В).
Тонкое перемещение узлов по осям X, Y, Zи Bосуществляется ручным доводочным оператором (в режиме ручного управления).
Органы управления станком расположены на пульте станка.
Точность станка по ГОСТ 8-82 – Н.
Точность позиционирования по координатам X, Y, Z- + 0,015 на длине перемещения 1000мм.
Точность углового позиционирования поворотного стола через 90 град. - + 4 сек.
- 1.защитный экран
- 2.комплект установочных башмаков
- 3.технологическое приспособление для крепления и обработки корпуса буксы с комплектом инструмента и оправок
- 4.технологическое приспособление для крепления и обработки корпуса автосцепки с комплектом инструмента и оправок
- 5.технологическое приспособление для крепления и обработки замка автосцепки с комплектом инструмента и оправок
- 6.технологическое приспособление для крепления и обработки башмака тормозного непово- ротного с комплектом инструмента и оправок
- 7.технологическое приспособление для крепления и обработки предохранителя с комплектом инструмента и оправо
- 8.технологическое приспособление для крепления и обработки боковых рам грузовых тележек мод. 18-100 с комплектом инструмента и оправок
- 9.технологическое приспособление для крепления и обработки надрессорной балки с комплектом инструмента и оправок
- 10.комплект эксплуатационной документации на русском языке - 1 экземпляр (по заказу - любое количество и язык)
|
№ п/п |
Наименование обрабатываемой детали |
Поверхность,подлежащая механической обработке |
|
1 |
Корпус буксы |
Обработка наплавленной опорной поверхности |
|
Восстановление резьбы М20 для болтов крепительной крышки |
||
|
Обработка корпуса буксы по направляющим |
||
|
2 |
Башмак неповоротный |
Обработка поверхности перемычки окна под чеку |
|
Обработка поверхности в зоне контакта башмака с подвеской |
||
|
Обработка поверхности башмака в зоне контакта башмака с колодкой |
||
|
Обработка паза в месте контакта башмака с колодкой |
||
|
Обработка поверхности окна в зоне контакта башмака с цапфой. |
||
|
3 |
Корпус автосцепки |
Обработка ударной стенки зева, тяговой поверхности большого зуба |
|
Обработка ударной и тяговой поверхностей малого зуба |
||
|
Фрезерование торца хвостовика автосцепки |
||
|
Фрезерование отверстия для клина тягового хомута и перемычки хвостовика |
||
|
Фрезерование наплавленных мест на хвостовике |
||
|
Обработка отверстий для валика подъёмника |
||
|
4 |
Замок автосцепки |
Обработка замыкающей поверхности замка автосцепки |
|
Обработка задней кромки овального отверстия замка |
||
|
Обработка направляющего зуба замка |
||
|
5 |
Предохранитель |
Обработка предохранителя |
|
6 |
Балочка центрирующая |
Обработка опорной поверхности балочки центрирущей |
|
7 |
Хомут тяговый |
Обработка перемычки со стороны отверстия клина тягового хомута |
|
Обработка задней опорной поверхности тягового хомута |
||
|
Обработка приливов в зоне контакта с хвостовиком автосцепки (2 поверхности) |
||
|
8 |
Замкодержатель |
Обработка овального отверстия замкодержателя |
|
9 |
Боковая рама |
Обработка опорной поверхности Обработка направляющей поверхности |
|
10 |
Надрессорная балка |
Обработка наклонных поверхностей Обработка подпятника |
Станок специальный с устройством числового программного управления (УЧПУ) модели ПР622Ф4 предназначен для выполнения операций по обработке главных технологических и эксплуатационных поверхностей на ответственных деталях и узлах для железнодорожного подвижного состава:
- корпус буксы;
- башмак неповоротный;
- корпус автосцепки;
- замок автосцепки;
- предохранитель;
- боковая рама;
- надрессорная балка и других.
Компоновка станка:
- вертикально-подвижная шпиндельная бабка с расточным выдвижным шпинделем;
- продольно и поперечно-подвижный встроенный поворотный стол.
Конструкция шпиндельного устройства с фрезерным и расточным шпинделями, смонтированными на прецизионных подшипниках качения, обеспечивает длительное сохранение точности, повышенную жёсткость, виброустойчивость и минимальный нагрев.
Механизированный зажим инструмента осуществляет надёжное закрепление инструмента в расточном шпинделе станка.
Длительное сохранение точности, плавные и точные перемещения подвижных узлов обеспечивают:
- комбинированные направляющие по X, Y: горизонтальные и лицевые скольжения (чугун-ЦАМ или чугун-фторлон) и боковые качения (закалённая сталь – опоры качения);
- прецизионные шарико-винтовые передачи на линейных перемещениях по координатам X,Y,Zи W.
Стабильность и сохранение точности положения подвижных узлов обеспечивают гидрозажимы.
Направляющие станины и нижних саней закрыты телескопическими защитами, предотвращающими повреждение направляющих.
Станок оснащен высокоточными датчиками обратной связи, обеспечивающими точное позиционирование подвижных узлов по координатам X, Y, Z, W. Точная остановка стола (ось В) в положениях 0, 90, 180, 270 град - автоматизирована.
Управление станком осуществляется устройством ЧПУ. Индикатируемые перемещения: поперечное – стола (ось Х), вертикальное – шпиндельной бабки (ось У), продольное – стола (ось Z), шпинделя (ось W) и круговое – стола (ось В).
Тонкое перемещение узлов по осям X, Y, Zи Bосуществляется ручным доводочным оператором (в режиме ручного управления).
Органы управления станком расположены на пульте станка.
Точность станка по ГОСТ 8-82 – Н.
Точность позиционирования по координатам X, Y, Z- + 0,015 на длине перемещения 1000мм.
Точность углового позиционирования поворотного стола через 90 град. - + 4 сек.
- 1.защитный экран
- 2.комплект установочных башмаков
- 3.технологическое приспособление для крепления и обработки корпуса буксы с комплектом инструмента и оправок
- 4.технологическое приспособление для крепления и обработки корпуса автосцепки с комплектом инструмента и оправок
- 5.технологическое приспособление для крепления и обработки замка автосцепки с комплектом инструмента и оправок
- 6.технологическое приспособление для крепления и обработки башмака тормозного непово- ротного с комплектом инструмента и оправок
- 7.технологическое приспособление для крепления и обработки предохранителя с комплектом инструмента и оправо
- 8.технологическое приспособление для крепления и обработки боковых рам грузовых тележек мод. 18-100 с комплектом инструмента и оправок
- 9.технологическое приспособление для крепления и обработки надрессорной балки с комплектом инструмента и оправок
- 10.комплект эксплуатационной документации на русском языке - 1 экземпляр (по заказу - любое количество и язык)
|
№ п/п |
Наименование обрабатываемой детали |
Поверхность,подлежащая механической обработке |
|
1 |
Корпус буксы |
Обработка наплавленной опорной поверхности |
|
Восстановление резьбы М20 для болтов крепительной крышки |
||
|
Обработка корпуса буксы по направляющим |
||
|
2 |
Башмак неповоротный |
Обработка поверхности перемычки окна под чеку |
|
Обработка поверхности в зоне контакта башмака с подвеской |
||
|
Обработка поверхности башмака в зоне контакта башмака с колодкой |
||
|
Обработка паза в месте контакта башмака с колодкой |
||
|
Обработка поверхности окна в зоне контакта башмака с цапфой. |
||
|
3 |
Корпус автосцепки |
Обработка ударной стенки зева, тяговой поверхности большого зуба |
|
Обработка ударной и тяговой поверхностей малого зуба |
||
|
Фрезерование торца хвостовика автосцепки |
||
|
Фрезерование отверстия для клина тягового хомута и перемычки хвостовика |
||
|
Фрезерование наплавленных мест на хвостовике |
||
|
Обработка отверстий для валика подъёмника |
||
|
4 |
Замок автосцепки |
Обработка замыкающей поверхности замка автосцепки |
|
Обработка задней кромки овального отверстия замка |
||
|
Обработка направляющего зуба замка |
||
|
5 |
Предохранитель |
Обработка предохранителя |
|
6 |
Балочка центрирующая |
Обработка опорной поверхности балочки центрирущей |
|
7 |
Хомут тяговый |
Обработка перемычки со стороны отверстия клина тягового хомута |
|
Обработка задней опорной поверхности тягового хомута |
||
|
Обработка приливов в зоне контакта с хвостовиком автосцепки (2 поверхности) |
||
|
8 |
Замкодержатель |
Обработка овального отверстия замкодержателя |
|
9 |
Боковая рама |
Обработка опорной поверхности Обработка направляющей поверхности |
|
10 |
Надрессорная балка |
Обработка наклонных поверхностей Обработка подпятника |